
Sauber entwickelt – für den Dreck gemacht
Herr Schweier ist Diplomingenieur für Maschinenbau und seit 1996 als freiberuflicher Ingenieur für seine Kunden tätig. Seitdem hat er an über 400 Projekten gearbeitet. Das Spektrum umfasst hier unter anderem die Industriezweige Schienenfahrzeugbau, Othopädie- / Medizintechnik und Maschinen- / Anlagenbau.
Durch einen Radunfall war Herr Schweier dazu gezwungen, für ein halbes Jahr Abstand von seinem geliebten Hobby zu nehmen. Da er die Zeit nicht untätig verstreichen lassen wollte, beschloss er ein Carbon-Mountainbike zu konstruieren.
Seine Anforderungen waren klar: Ein Carbon-Rahmen, langer Federweg und dicke Reifen für den Trail.
Sein Know-How bei der Erstellung von Carbon-Teilen aus der Vergangenheit sollte ihm hier einen großen Nutzen erbringen.
Konzept
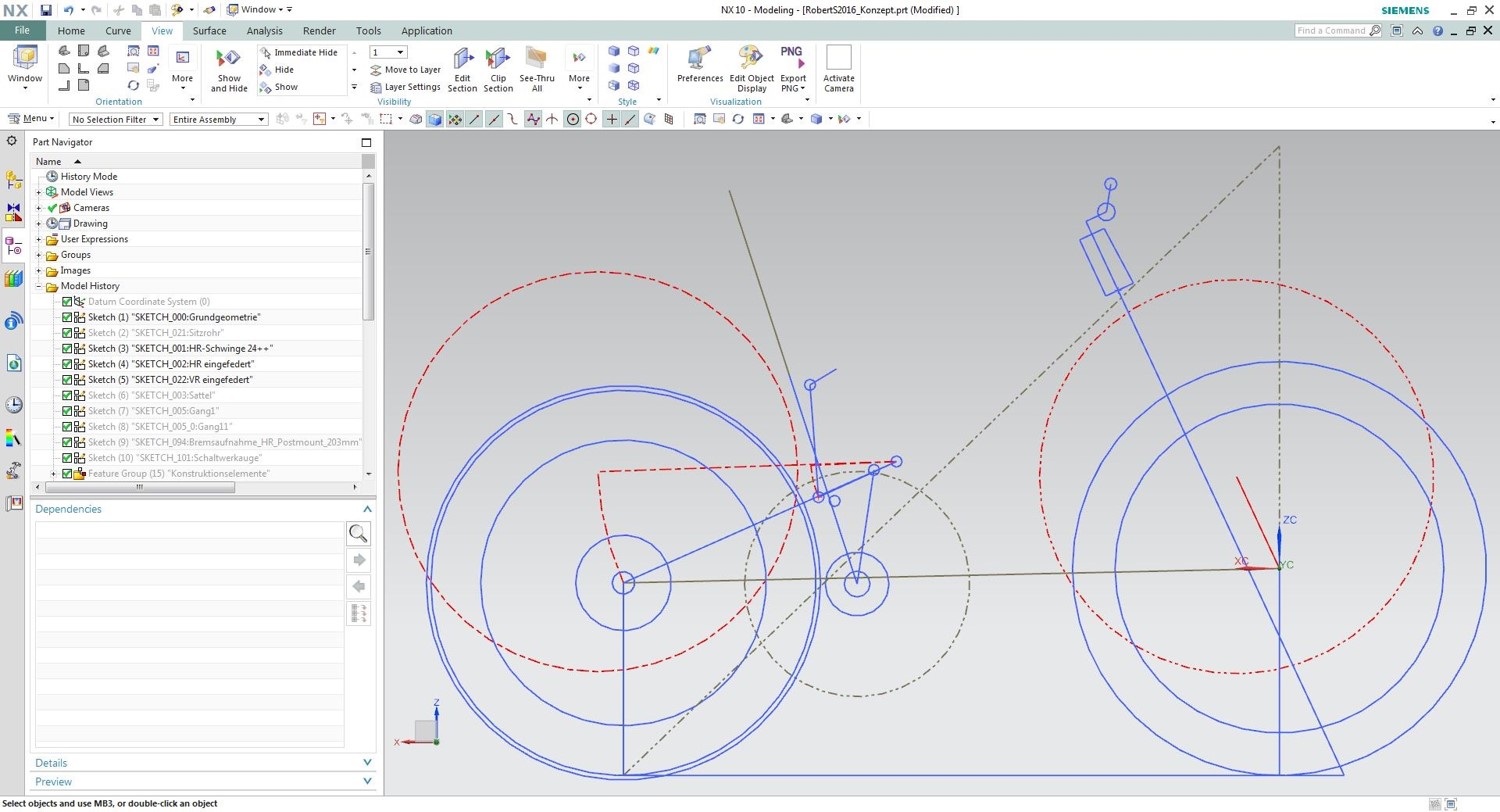
Mit Siemens NX wurde eine Basisskizze angefertigt, in der die wichtigsten Eckdaten definiert sind: Radstand, Lenkwinkel, Laufräder, Tretlagerposition und Federwege.
Hinterbau-Kinematik
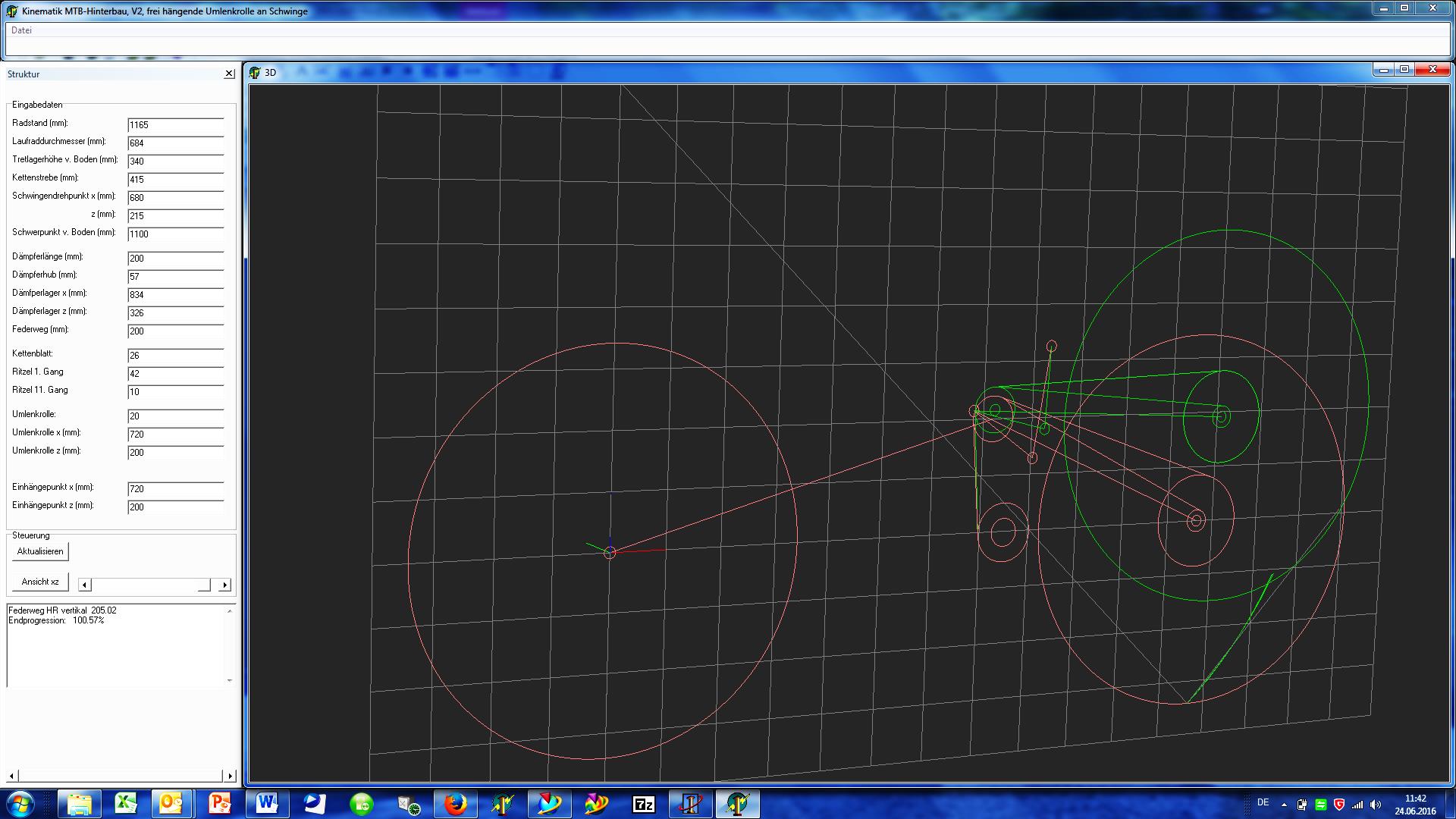
Damit die Raderhebungskurve perfekt mit der Gabel harmoniert, war es nötig, den Drehpunkt anzuheben. Durch diesen Kunstgriff musste allerdings auch die Kette umgelenkt werden. Herr Schweier schrieb für die Simulation der Kinematik eine eigene Software, da das favorisierte Linkage zum damaligen Zeitpunkt Probleme mit Umlenkrollen hatte.
Rahmendesign
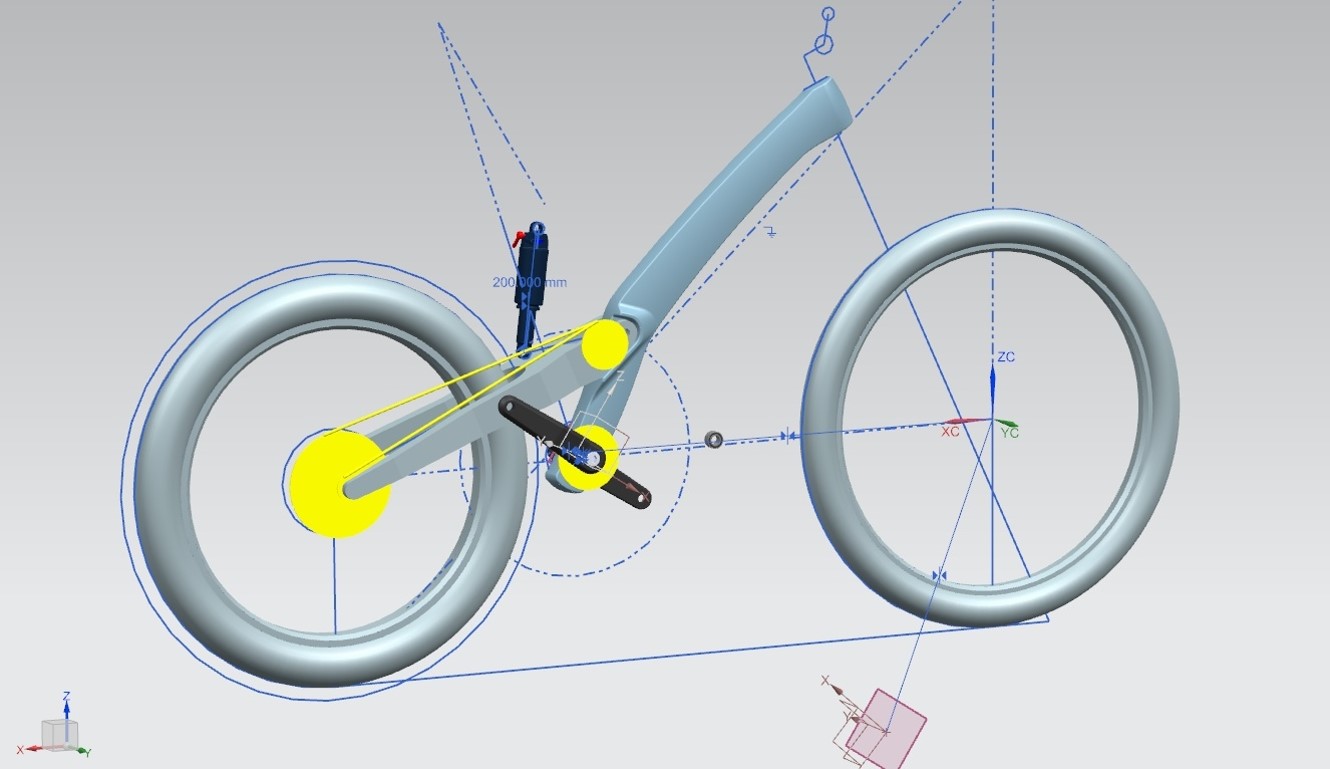
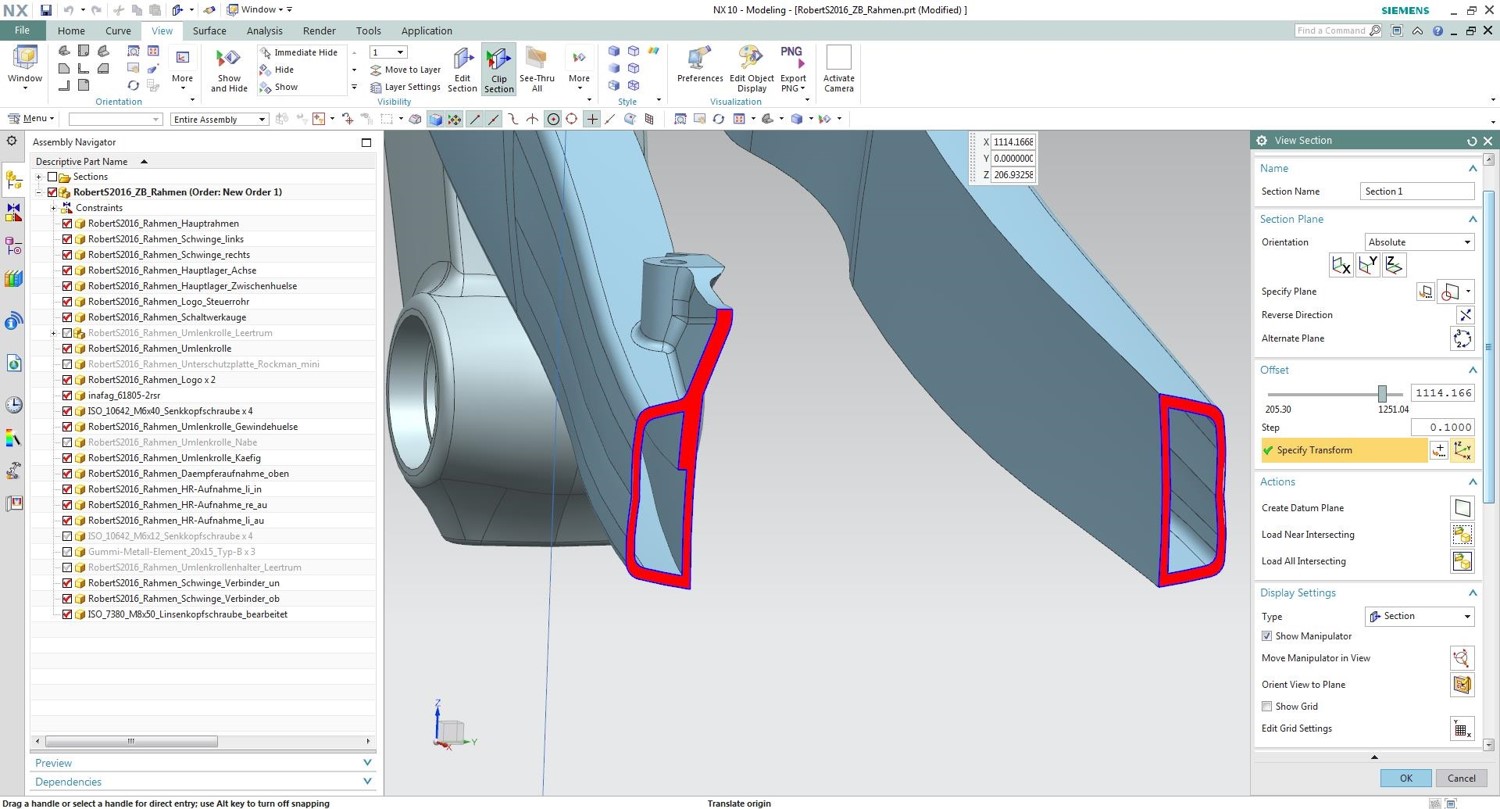
Durch die Nutzung von Solids wurde der Bauraum grob abgesteckt. Wichtige Bauteile wurden schon früh in den Zusammenbau aufgenommen, um damit Kollisionsprüfungen anstellen zu können:
Räder, Kurbel, Antrieb samt Kette in den extremen Gängen.
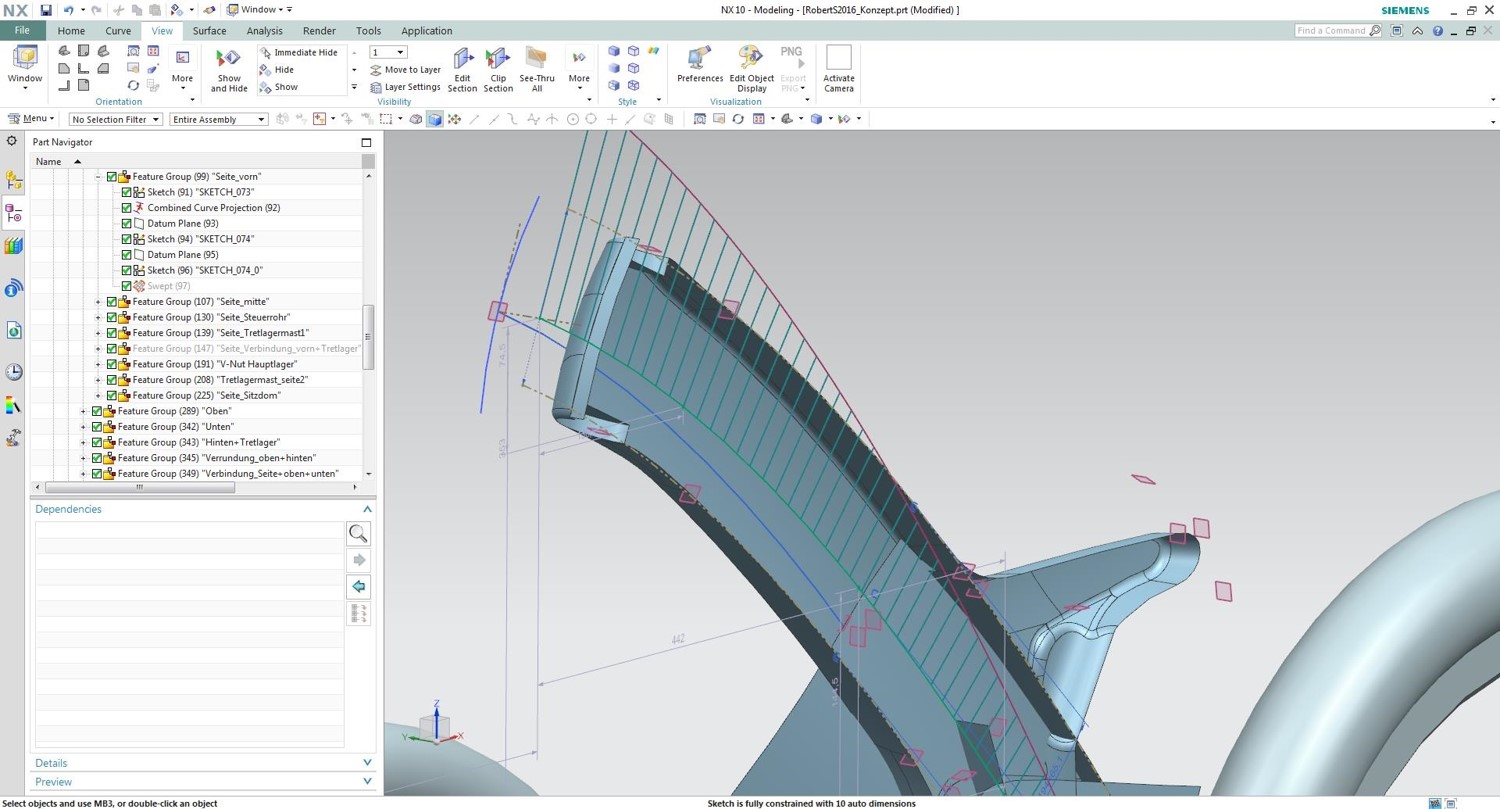
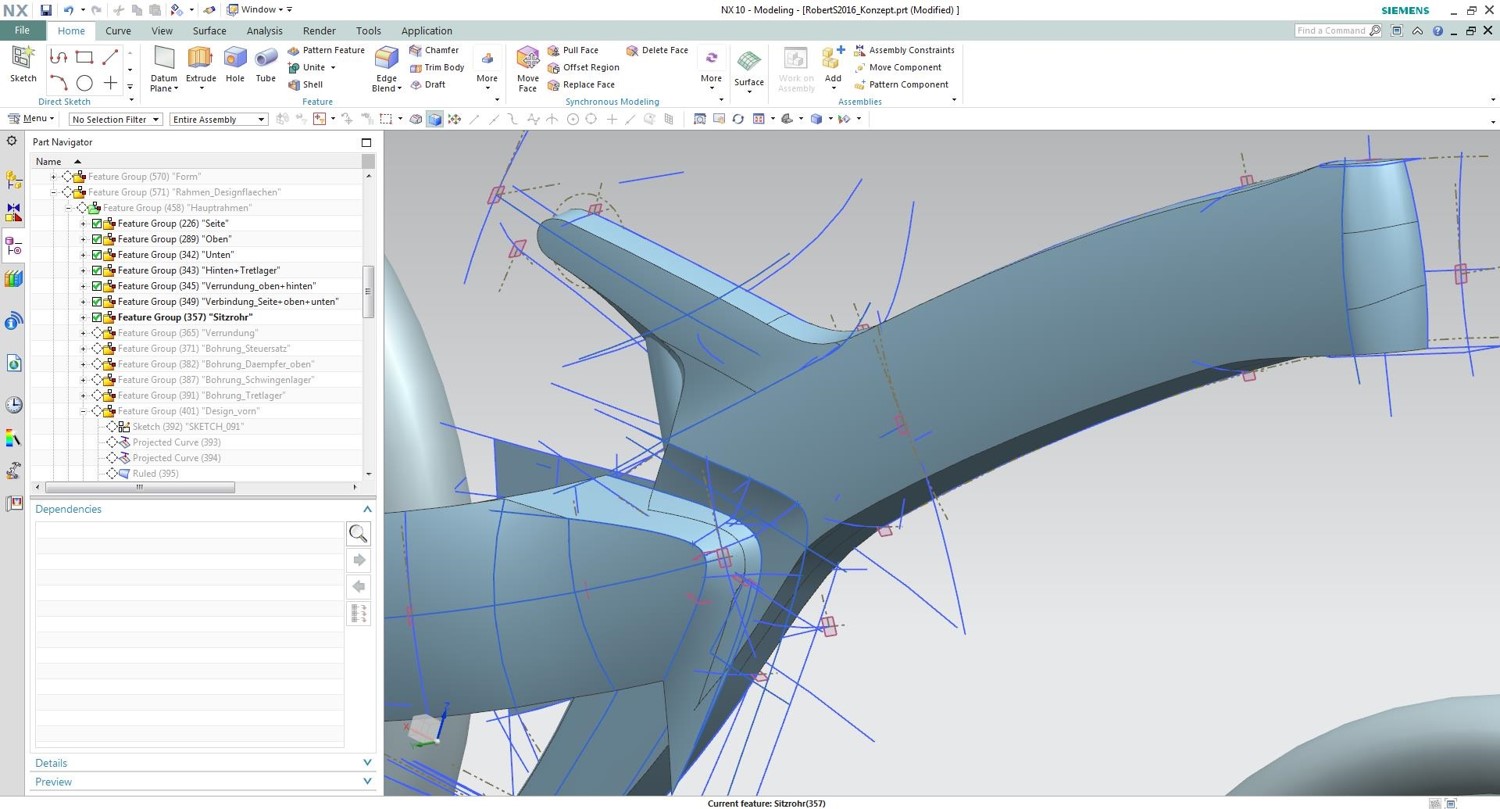
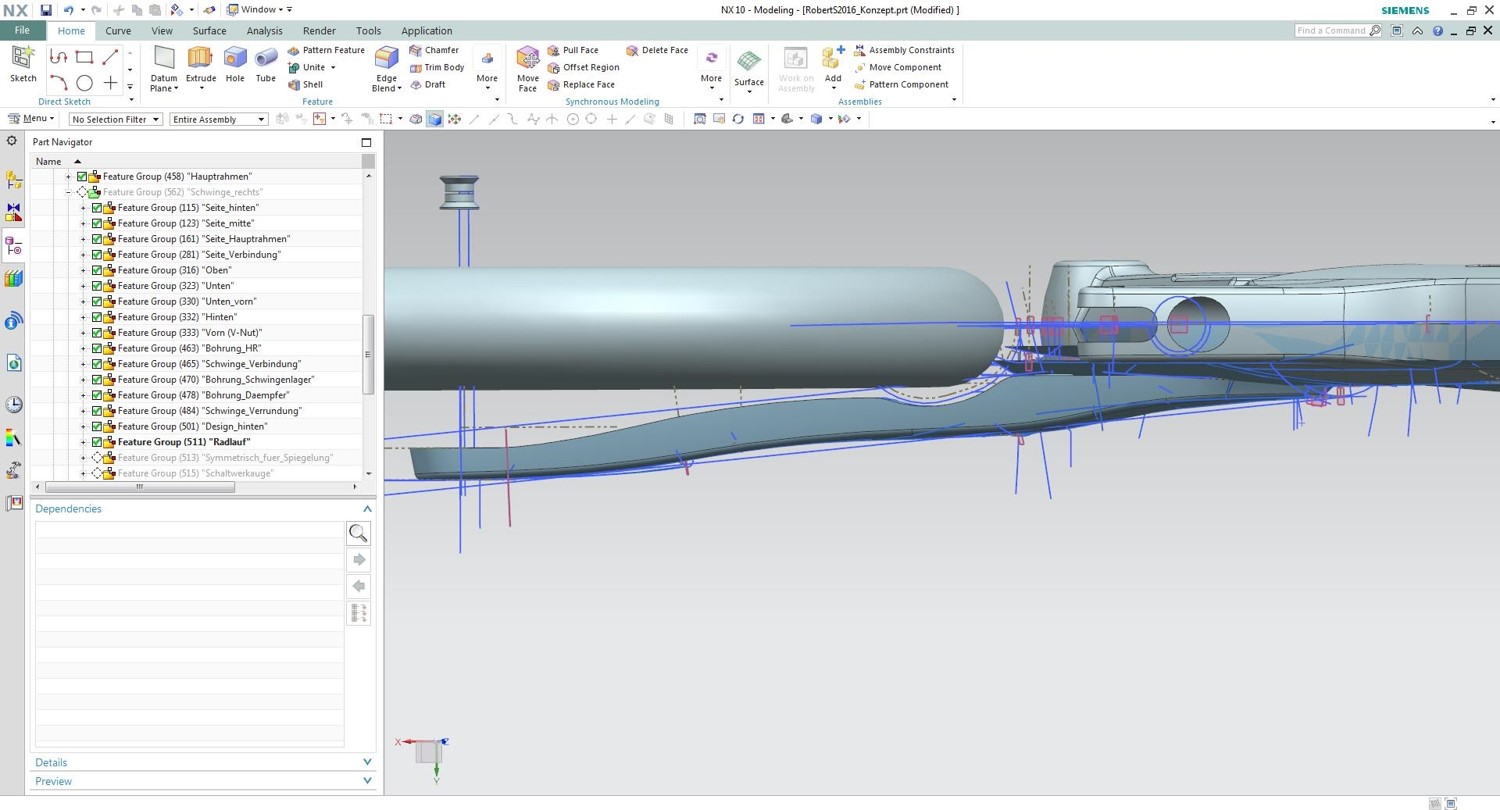
Aus Drahtgeometrie wurden Stück für Stück 3D-Flächen generiert. Bis auf die ebenen bzw. zylindrischen Flächen an den Lagerstellen gibt es nun nur noch Freiformflächen.
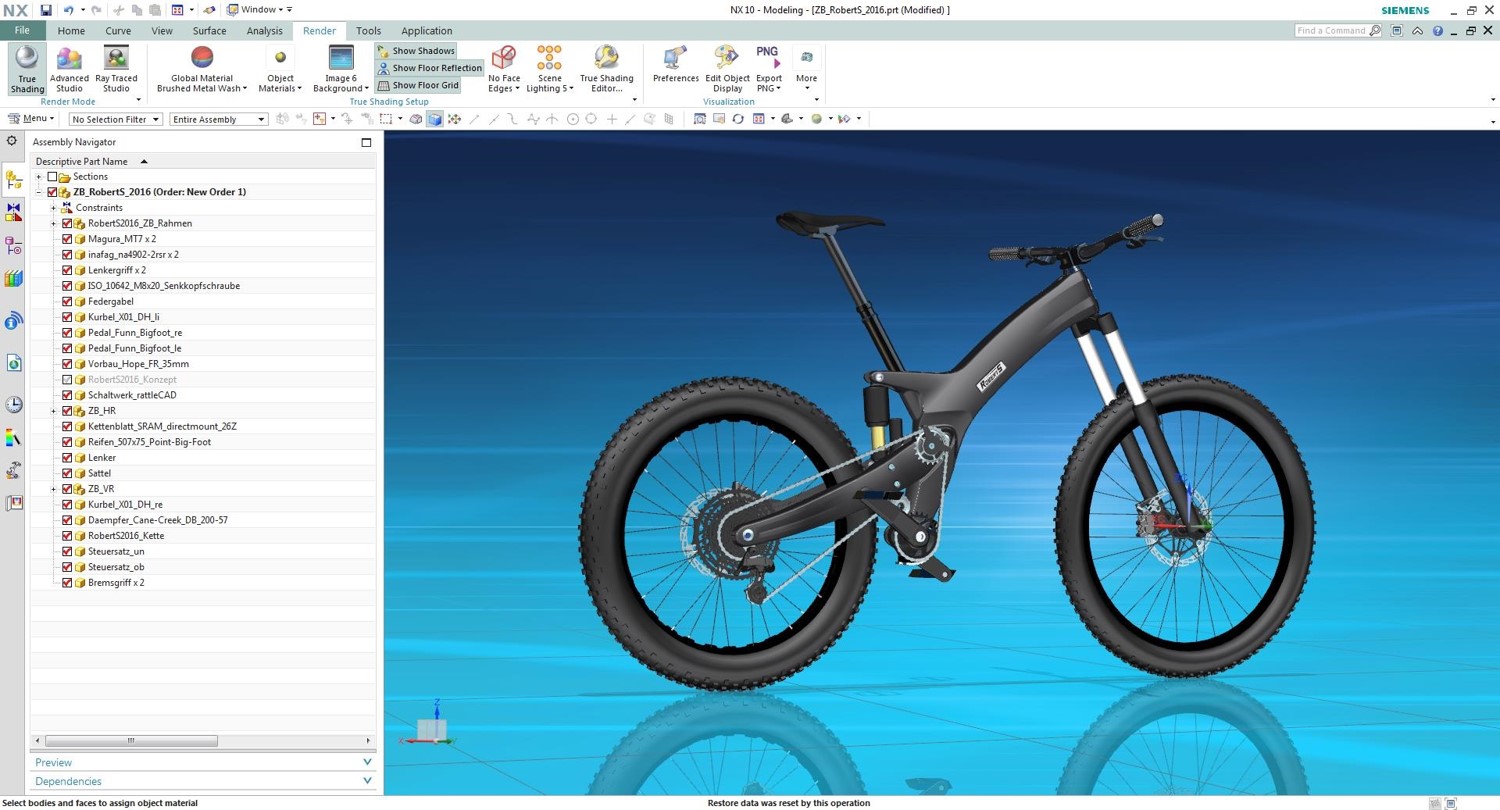
Durch die Rendering-Funktionen von NX war es schon jetzt möglich eine detailgetreue Visualisierung zu erstellen.
Formenkonstruktion und Fertigung
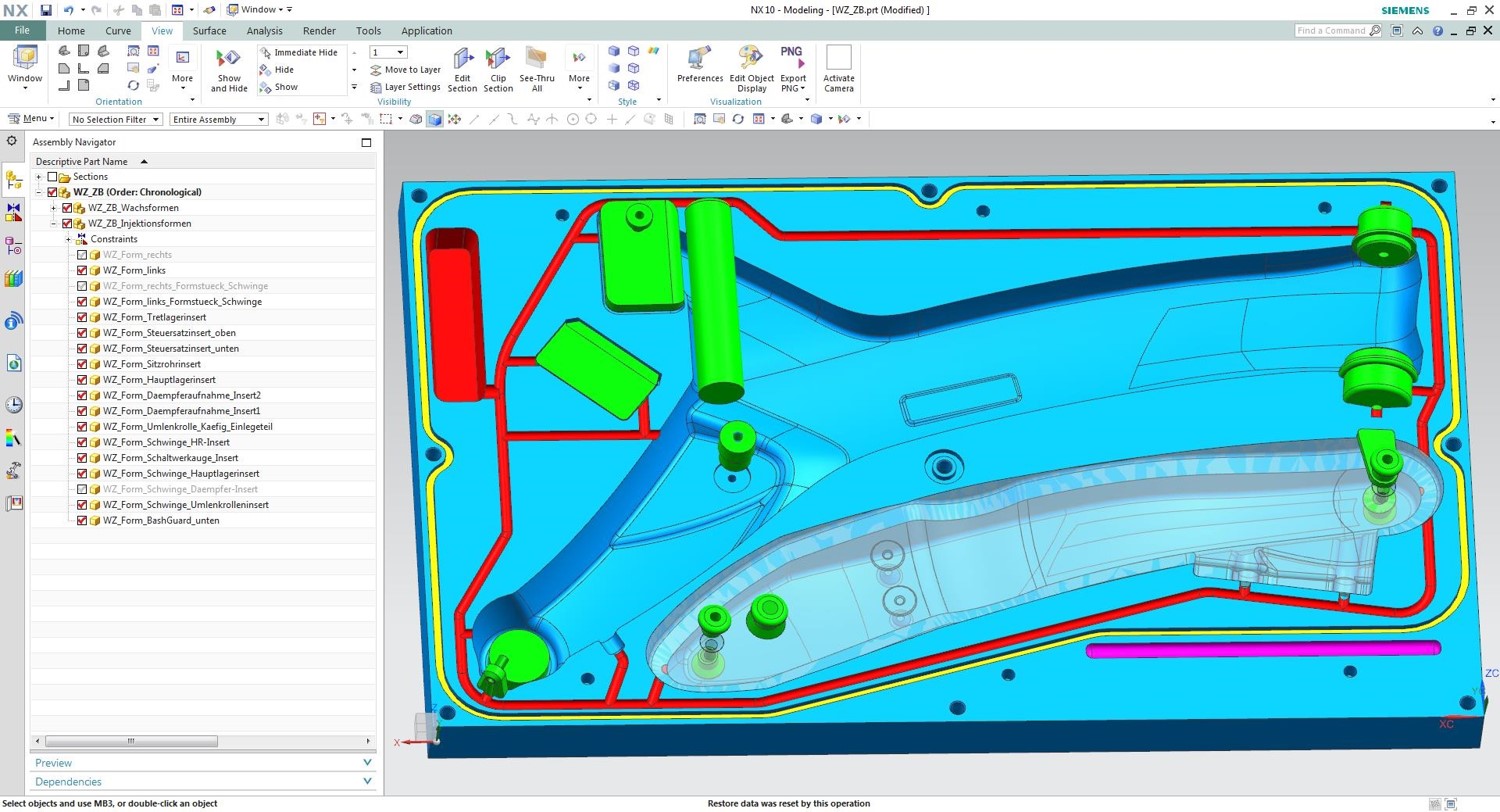
Mit dem fertigen Design kann nun die Formkonstruktion beginnen. Hauptrahmen und Schwinge sollen in einer Form untergebracht werden.
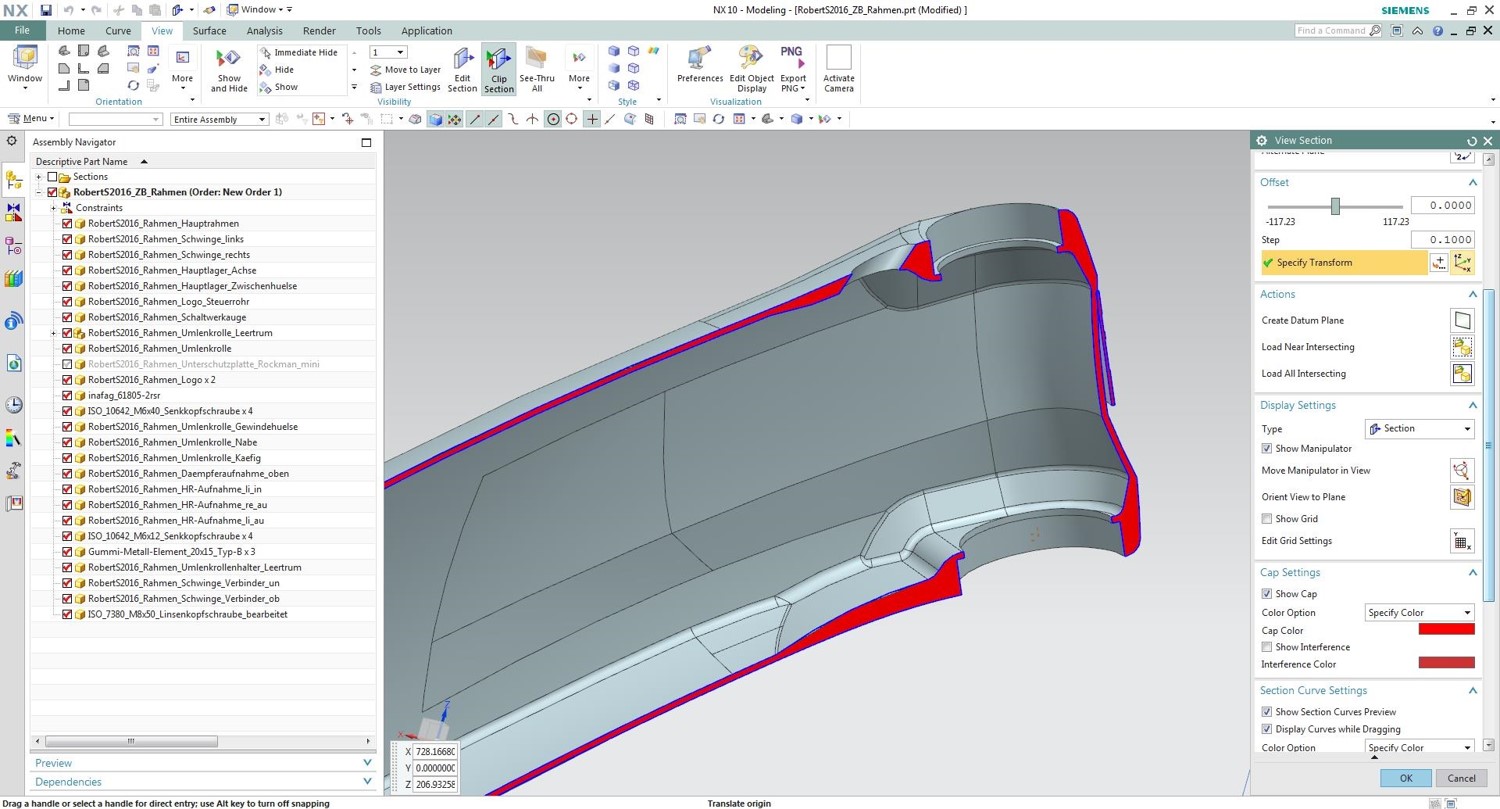
Durch geschickte Anordnung der Einzelteile ist es gelungen, alles in eine Aluplatte 800*470 zu packen. Das Schwingenteil ist durch ein großes Einlegeteil (grau, transparent) abgedeckt. Rot sind Harzkanäle und Vorratsbehälter dargestellt, grün die Einlegeteile für Tretlager, Steuersatz, usw. Um die Kavitäten läuft eine Ringnut (gelb), um die Form mit einer Rundschnur perfekt abzudichten. Unten rechts ist noch die Tasche für die Heizpatrone (pink) zu sehen.
Einige Schritte der Entwicklung in Bildern
FEM-Berechnung
Für eine FEM-Berechnung benötigt man im Wesentlichen drei Faktoren: Geometrie, Materialdaten und Lastfälle.
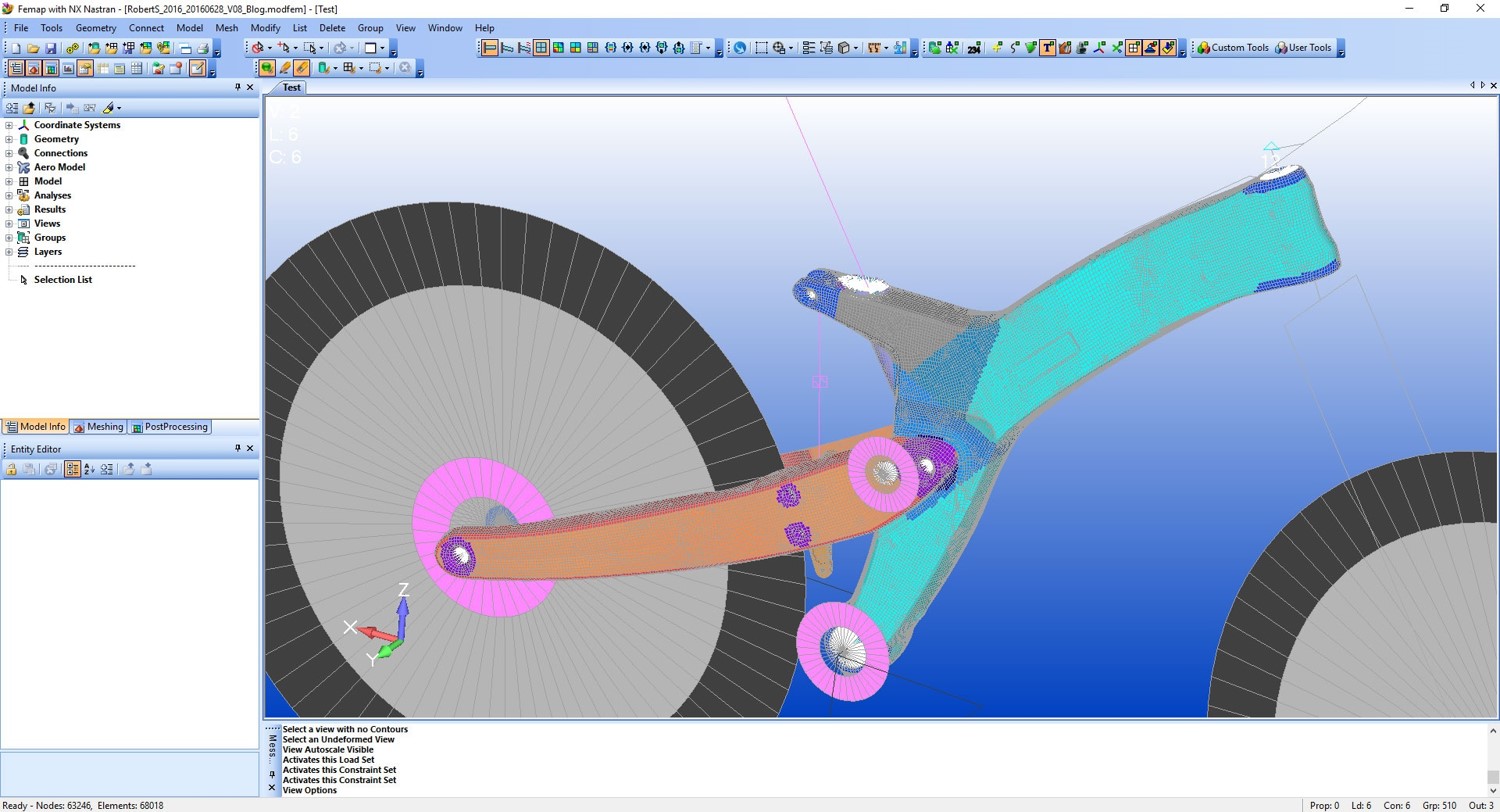
Die Geometrie wird erst einmal aufbereitet – sprich „vernetzt“. Sie wird in viele kleine Kästchen (finite Elemente) zerlegt, mit denen der Solver etwas anfangen kann. Die verschiedenen Farben kennzeichnen Bereich mit verschiedenen Wandstärken und Materialkennwerten. Lenker, Sattelstütze und andere Anbauteile, die für den Kraftfluss relevant sind, werden vereinfacht nur mit Balken dargestellt.
Die Materialdaten sind bei Carbon schwieriger zu erfassen. Ein Blick ins Tabellenbuch funktioniert an dieser Stelle nicht. Faserrichtung und Faservolumen spielen ein Rolle und allem voran ist das Material nicht isotrop, was bedeutet, dass die Eigenschaften richtungsabhängig sind. Dank des enormen Erfahrungsschatzes kann Herr Schweier auf seine gut gefüllte Datenbank zurückgreifen.
Es gibt verschiedene kritische Szenarien, die der Rahmen schadlos überstehen soll. Einige davon sind: Maximale Pedalkraft im Wiegetritt, Vollbremsung vorn/hinten, Landung nach einem Sprung.
Für Lastfälle sind die EN 14766 und www.efbe.de eine gute Adresse.
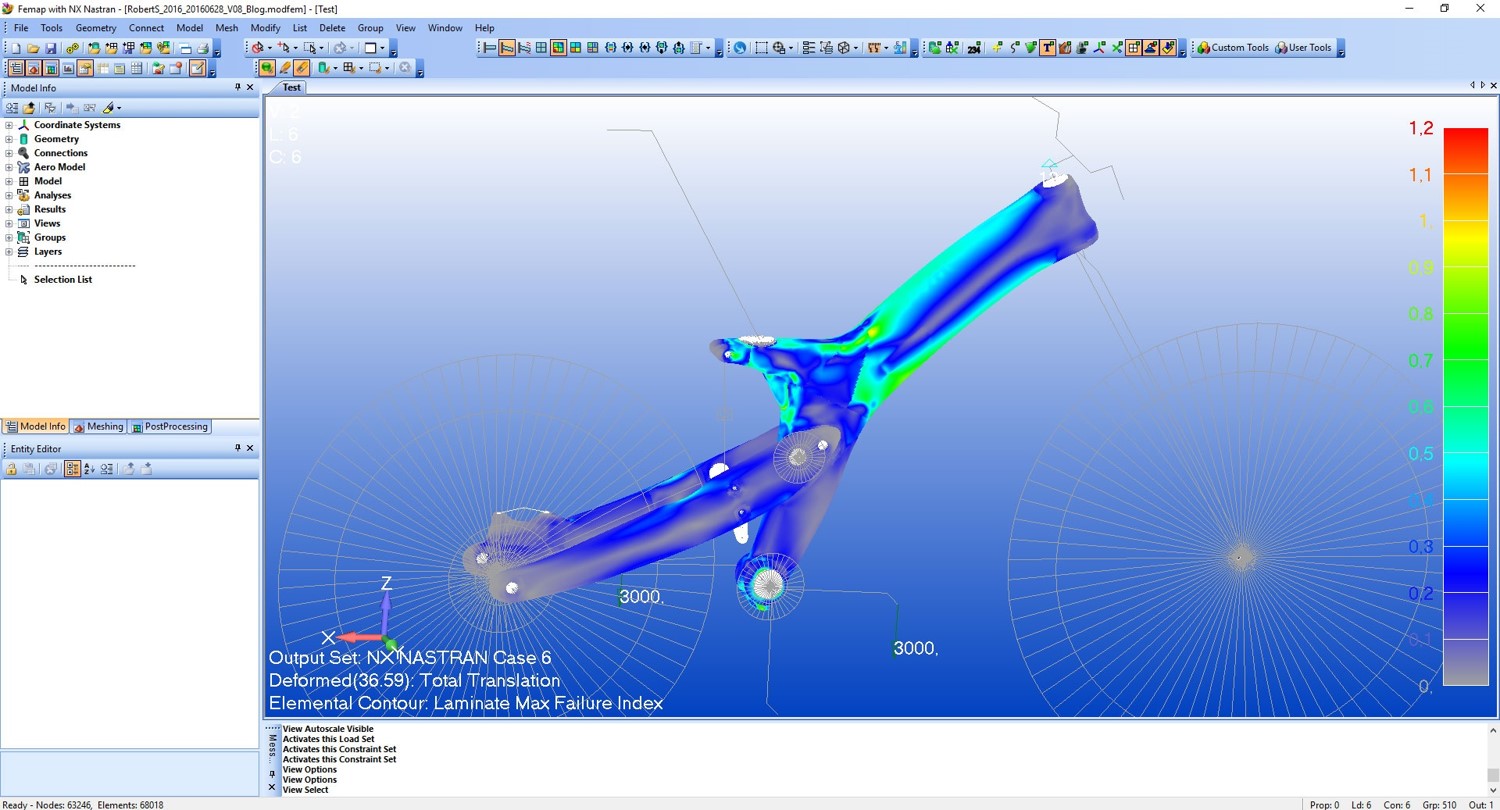
Die Berechnungen sind sehr umfangreich, deshalb nur zwei Beispiele. Die Festigkeitsanalyse für den Lastfall „Sprung“ ist zu sehen – insgesamt 6000N wirken auf das Tretlager, dabei darf kein Trennbruch auftreten (Schädigungen wären aber erlaubt). Der Hauptrahmen zeigt größere Bereiche mit einer Materialausnutzung von etwa 80%, eine kleine Stelle erreicht 100% – die Anforderungen werden erfüllt.
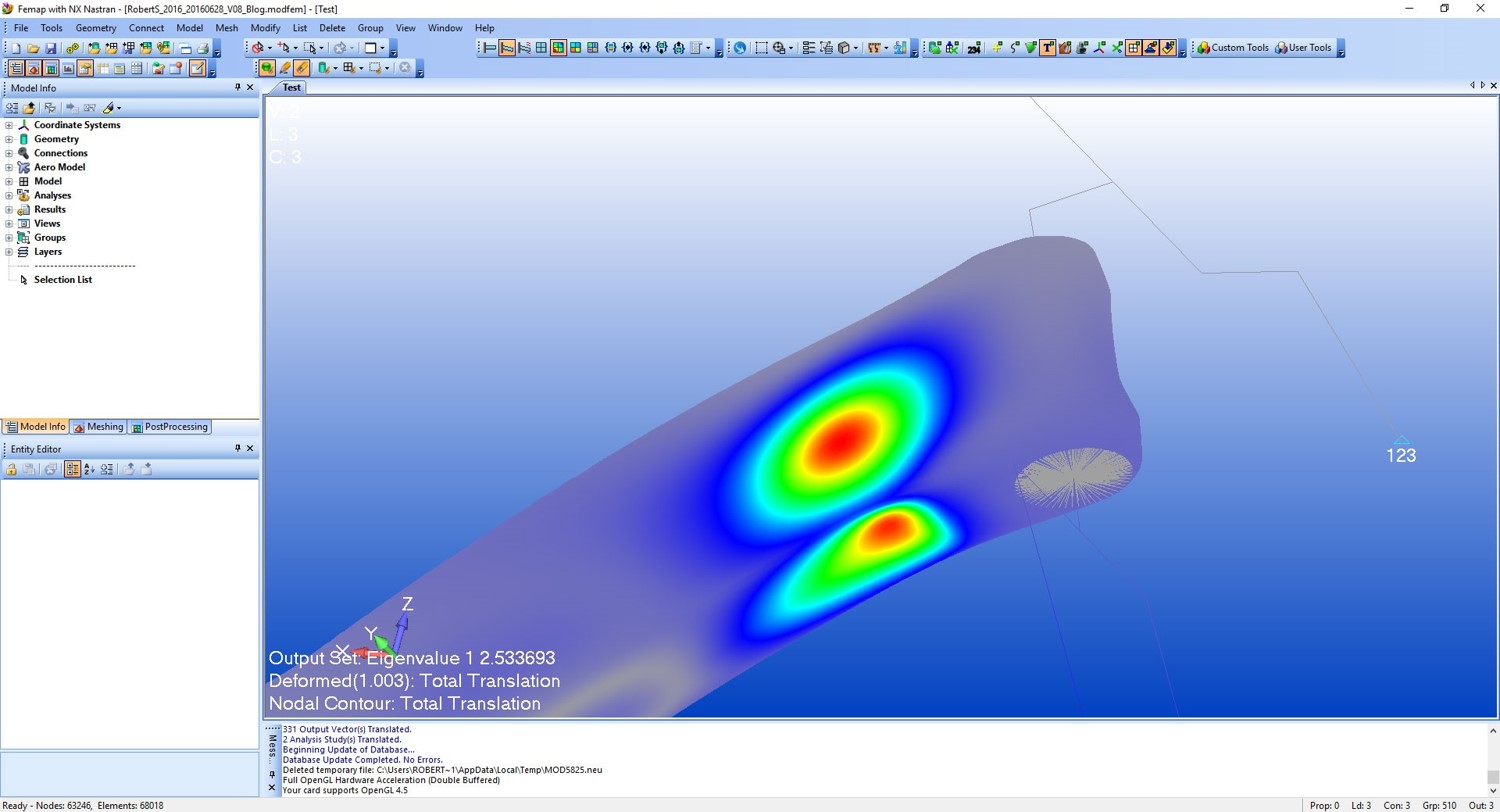
Zweites Beispiel: eine Stabilitätsuntersuchung für den Lastfall Vollbremsung, wobei ich den Lastfall deutlich schärfer definiere, als es die Norm vorgibt. „Stabilität“ ist übrigens ein Begriff aus der Festigkeitslehre, der aber im allgemeinen Sprachgebrauch meist ganz anders interpretiert wird. Bei einem Stabilitätsversagen verliert ein Bauteil seine Tragfähigkeit, bevor das Material versagt. Aufgrund von Druckspannung weicht die Geometrie aus – einfaches Beispiel: eine leere Cola-Dose. Das Material könnte noch mehr, aber das dünnwandige Blech knittert und faltet sich zusammen.
Ähnliche Probleme gibt es häufig bei großen und dünnwandigen Strukturen. Beim Lastfall Vollbremsung wirkt ein großes Biegemoment auf das Steuerrohr und dabei werden hohe Druckspannungen hinter der unteren Lagerschale erzeugt – hier könnte die Struktur durch Ausbeulen versagen. Die Berechnung zeigt auch das erwartete Verformungsbild, aber der Lastfaktor ist größer als 2,5 – genügend Sicherheit also gegenüber einem Stabilitätsversagen.
Die Analyse in Bildern
Innengeometrie
Basierend auf der FEM-Berechnung wird nun die Innengeometrie konstruiert. Bei Herrn Schweier geschieht dies „von Hand“. Besondere Module, die den Laminataufbau im CAD-Modell verwalten und auch an die FEM-Berechnung weitergeben, würden diese Arbeit zwar erleichtern, sind aber sehr teuer. Und ein paar Offset-Flächen sind ja für den erfahrenen Benutzer schnell gemacht. Hier sieht man die lokalen Verstärkungen im Steuerkopfbereich und an der Bremsaufnahme.
Die Fertigung in Bildern
Aus den Daten der Innengeometrie wurden nun in NX einfache Wachsformen abgeleitet. Diese wurden dann gegossen.
Nach der Fertigstellung der Injektionsformen können diese nun mit Carbon bestückt werden und der eigentliche Fertigungsprozess beginnt.
Der Harzinjektion folgt die Entformung.





Das Bike in Aktion
Wir gelangen zur Endmontage welche nun durch eine Probefahrt gekrönt wird.



Partner bei der Entwicklung:
![]()
Die Partner bei der Fertigung und Dokumentation:
![]()
